



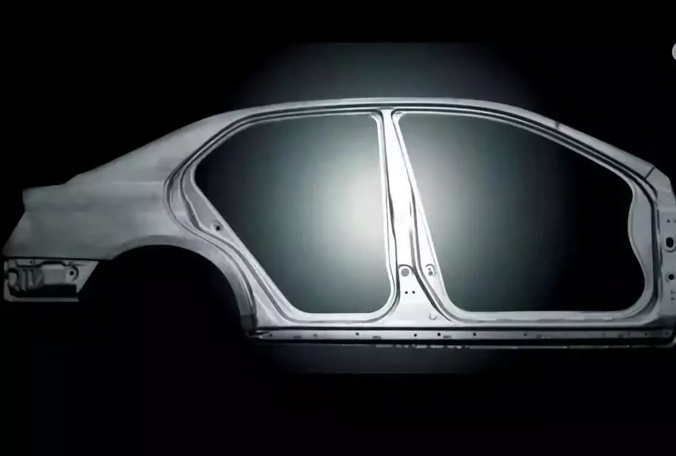
现代汽车冲压生产日益呈现生产规模化、多车型共线生产,车身覆盖件大型化、一体化的特征。传统的加工单一品种的刚性生产线显然已不适应这种特征和市场形势发展的要求。现代汽车
工业生产的要求促进了冲压工艺不断向柔性化和自动化发展。同时,冲压成形技术正向着高精度、多功能、节能减排、安全可靠及清洁的生产方向发展。
1.冲压机械化和自动化的发展趋势
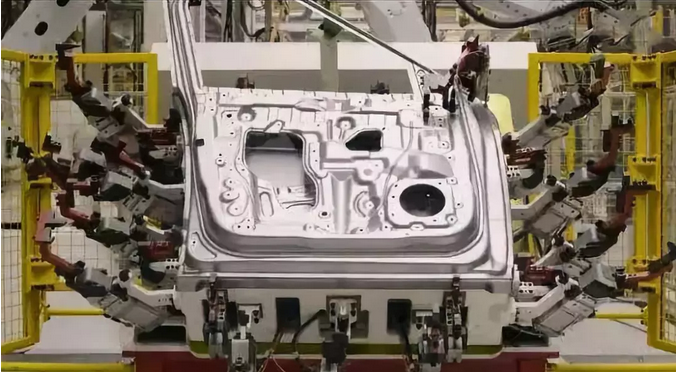
大量采用卷料、带料,实现卷料开卷、校平、剪切或落料、堆垛;车身大型覆盖件生产线采用机械化或自动化生产,工序间配置机器人、机械手或横杆式传输装置;采用级进模生产中小冲压件;选用多工位压力机等。
2.向机械化和自动化发展的主要特征
1)固定在单机和生产线上的零件品种少,生产批量大,是实现机械化和自动化的重要条件,生产纲领越大,固定的零件品种越少,机械化和自动化辅具越少,更换品种的辅助时间越少,设备开动率越高。
2)冲压件工艺性好是实现机械化和自动化的有利条件,多数大量生产的车身覆盖件,形状趋于简化、拉深深度趋于浅拉深、从而简化工艺流程,减少自动化难度。
3)大型自动化冲压生产线与大型多工位压力机是当今大型冲压装备自动化技术发展的两大趋势。
向伺服压力机冲压工艺发展
近年来随着交流伺服电动机驱动成形装备技术的发展,出现了滑块运动曲线可调的各种交流伺服驱动压力机,使得压力机的工作性能和工艺适用性大大提高,设备朝着柔性化、智能化的方向发展,适应了快速冲压自动化生产线的需要。
大型伺服压力机将伺服电动机技术和CNC控制与压力机相结合,可以取消压力机的飞轮和制动器,可以根据冲压对象任意设置压力机滑块运行模式,采用伺服压力垫代替传统气垫,在生产效率、成形性能、精度方面和设备稳定性等方面,远远超过原来的普通压力机,还具有节能、噪声低等特点。伺服压力机可以实现滑块行程曲线的数字化控制,更加适应不同产品的冲压生产,达到高效率,是今后压力机发展的方向。
向内高压成形工艺技术发展
1.超高压成形
为了适应成形件的更复杂的结构形状和精度、更大的壁厚和更高的材料强度(超高强度钢、钛合金和高温合金等),液体内压需要更高,将发展到600MPa,甚至1000MPa。
2。热态内压成形
高性能铝合金、镁合金等轻合金材料,在室温下塑性低,成形困难,采用加热加压介质成形异形截面零件,是内高压成形发展的一个重要方向。目前,以耐热油作为介质可以达到温度300°C,压力100MPa,完全能满足铝合金和镁合金管材成形的需要。热态内压成形的主要问题是成形时间长、效率低。对于钛合金,需要在温度600°C以上成形,目前的耐热油达不到这个温度,采用气体作为高温高压成形介质是一个很好的解决方案。

3、超高强度钢成形
随着汽车对结构轻量化需求的进一步提高,车体上使用的钢材强度越来越高,材料塑性降低,例如,钢材强度由250MPa提高到1000MPa塑性由45%降低到12%。材料塑性降低导致开裂倾向严重,成形难度增大,需要对弯曲、预成形、内高压成形工艺、壁厚分布和润滑等进行深入研究。
4、新成形工艺不断发展
拼焊管内高压成形,将不同厚度或不同材质的管材焊接成整体,然后再用内高压成形加工出结构件,可以进一步减轻结构质量。可以采用两端直径不同的锥形管,制造特殊结构零件,如轿车碰撞时吸收能量结构;用双层管内高压成形制造轿车双层排气管件,可提高轿车尾气三元催化和净化效果;还可以采用初始截面形状为非圆形的型材管作为一种预制坯成形出设计要求的零件;也可将内高压成形与连接等工艺复合,把几个管材或经过预成形的管材放在内高压成形模具内,通过成形和连接工艺复合加工为一个零件。可进一步减少零件数量和提高构件整体性。
向多件生产工艺发展
冲压件多件拼合冲压可以提高冲压效率,提高材料利用率和降低模具调试难度。双模冲压,是将车身左右件的两套模具安排在同一台压力机上进行冲压生产,比左右拼合一套模具冲压具有优势。4件同时冲压,是指在一次冲压工序中使用一模4件的冲压模具,可同时生产4件门外板。
制造企业可以感觉周围的产品周期紧缩。在我们快节奏的世界中,消费者正在快速定期地淘汰设备,呼唤最新的小工具,最热门的功能,最瞬时的服务。
由精密成形(北京)技术服务中心主办的2019年春季(第六期)精冲技术与生产培训研讨班于2019年4月11-14日在南京成功举办。 本次培训班汇聚了来自包括汽车零部件企业、电子通讯、军工配套企业等领域的学员参加,既体现了企业对精冲技术的高度重视,同时也说明精冲越来越多的被更多的领域所推广、开发和应用。
网上有一个日本的视频,只有6秒,却刷爆了朋友圈。
有色金属行业经过长期研究与实践,突破处置钢厂烟灰、镀锌渣灰等低品位含锌复杂二次物料的萃取工艺技术,解决了传统回收工艺的氯离子清除等难题,可实现再生锌的稳定生产和多种有价元素的综合利用。
近日,中信泰富特钢集团兴澄特钢成功研发出了目前世界最高级别的R6级极限性能系泊链钢,并顺利通过了DNVGL船级社的认证,填补了该产品在世界上的空白。
前不久,吉利汽车刚刚发布了其品牌下第一款诞生于CMA基础模块架构(下文简称CMA架构)下的车型:运动SUV星越。星越以优美和动感的外观一经发布就吸引了不少年轻消费者的目光,虽仍未上市但关注度相当高。那么这款明星车型诞生的吉利首座CMA架构工厂是什么样的呢?咱们一起来看看吧!
4月29日,在“世界高端铝业峰会·2019”经贸洽谈会上,滨州高新区签约5个高端项目。这5个项目分别为:年产5000吨高温新材料项目、超高真空分子泵及真空设备生产制造与销售项目、滨州汽车轻量化组件研发制造基地项目以及与武汉科技大学汽车交通工程学院、湖北汽车工业学院材料科学与工程学院两个校地战略合作项目。
智能制造概念随着“工业4.0”和“中国制造2025”的提出被日益热炒,众说纷纭,做软件的说智能制造就是信息化、数字化,做硬件的说智能制造就是自动化,或者是信息化+自动化,其实这些都不是真正的智能制造。
中国航空报讯:5月7~8日,国家适航审定局和中国商飞对计算所研制的C919信息系统GIPC产品进行了ATP检查和终检检查。经现场检查确认产品符合设计要求,顺利完成适航标签签发工作。
5月6日,霍尼韦尔公司上海汽车零部件全球研发中心获得上海市政府颁发的“全球研发中心”证书;几乎与此同时,世界领先的汽车铝板供应商诺贝丽斯常州工厂扩建正在紧张进行;零部件巨头麦格纳也与北汽新能源合资开设了新公司……一系列有利于外商投资的法律政策带来的利好效应,正在显现。
日前,利勃海尔宇航与中国商飞签署百架ARJ21飞机空气管理系统和起落架供应合作意向书。签约仪式在巴黎爱丽舍宫旁的马里尼酒店举行,作为中国国家主席习近平和中国代表团对法国国事访问计划的一部分。
日前,安徽江淮汽车集团股份有限公司、中国通用技术集团所属中国机械进出口(集团)有限公司联合收购哈萨克斯坦Allur汽车工业集团签约仪式在库斯塔奈州举行。完成收购后,江淮汽车和中机公司将以51%的股份成为哈萨克斯坦最大规模汽车工业集团的控股股东。
5月8日,由中国工程院、工业和信息化部、中国科学技术协会共同主办的第七届智能制造国际会议在北京召开,工业和信息化部党组书记、部长苗圩出席开幕式,并作题为“抓住新工业革命机遇,推动智能制造发展迈上新台阶”的主旨报告。
中国制造业目前已取得了举世瞩目的成就,从落后挨打,到现在巨龙腾飞,中国制造人付出了巨大心血和努力。然而不可否认的是,中国目前许多产品仍然高度依赖进口,中国制造在这些领域的研发和生产依然存在难以攻破的技术难关。
日前,中国政府代表团访问了西雅特位于马多力(巴塞罗那)的总部,并与江淮大众的合资伙伴(江淮汽车、西雅特和大众汽车集团(中国))进行了会面。江淮汽车董事长安进、大众汽车集团CEO迪斯博士、西雅特总裁卢卡·德·梅奥(Luca de Meo)和大众汽车集团(中国)CEO冯思翰博士欢迎由安徽省委书记李锦斌和合肥市市长凌云率领的代表团到访。
近日,在航空部门发布的视频中,出现了国产大型运输机运20生产车间的画面。从视频中我们可以看到技术工人们正一丝不苟的加工运20的部分组件。
这一次,恒大又按下了“买买买”按键。当地时间5月30日,恒大与英国Protean在伦敦签订协议,协议内容是恒大全资收购Protean。
6月1日,由山东省装备制造业协会、全国大学生机器人大赛组委会、Robocon企业家联盟主办的中国(济宁)人工智能与智能制造产业发展论坛在山东省邹城市顺利举办。
“企业产品的精度已不能达到客户需求,我们这次来到展会现场,将重点关注国产品牌高精度、智能化的生产设备。”来自广州中型制造企业的负责人表示, “国内机器人拥有高性能兼高性价比的整体优势,能够帮助更多中小企业实现工业转型升级。”5月22~24日2019中国 (华南)国际机器人与自动化展览会期间,一众国内本土企业亮相,展示企业设备智能化的实力,也为更多传统的制造企业能够尽早实现自动化、智能化制造提供方案。
6月6日,哈尔滨哈飞空客复合材料制造中心在当地举行仪式,庆祝其成功运营十周年。 哈飞空客复合材料制造中心是空中客车公司与中航工业哈飞、哈飞股份、中航科工、哈尔滨合力基础设施发展有限公司共同建设的合资企业。空中客车中国公司拥有合资企业29%的股权。
在国防科技工业领域,无论是推进大飞机、高速列车、电动汽车等重点工程,还是发展电子信息、节能环保等重要产业,还是海洋开发、情报信息和军事装备等国防军事和工业领域都面临着一系列关键材料技术突破的问题,材料技术突破是体现一个国家综合实力与技术创新标志之一。
魏桥创业集团在铝业新项目方面的建设步伐还在继续,这次瞄准的是高精铝板带生产线项目。 日前,魏桥创业集团在其官方网站上贴出《邹平宏发铝业科技有限公司高精铝板带生产线项目第一次公众参与公示》,“公示”介绍说,“本项目总投资627728万元,占地面积约46.63万m2。”
随着信息技术的发展,我国制造业也必然向信息化、智能化阶段发展。工业4.0及中国制造2025的提出不仅促进了我国制造业的发展,也让智能制造成为制造业发展的主要方向。如今,我国大多数城市纷纷打造智能制造产业园区,但智能制造产业园区规划并不是想象的那么简单。
6月初,中国汽车品牌在海外建成的规模最大的整车制造厂——长城汽车俄罗斯图拉工厂(以下简称“图拉工厂”)将正式竣工投产,同时长城汽车首款“全球车”哈弗F7也将下线并在海外上市。继家电、手机等商品远销海外、力证中国制造实力之后,中国汽车也将迎来“走出去”的里程碑事件。
随着人们对汽车轻量化和防撞安全性要求的提高,汽车钢不断向高强度和高塑性方向发展,强塑积成为衡量汽车钢性能的重要指标。第一代汽车薄板钢的强塑积一般为15GPA%,轻量化和安全性指标都很低;第二代汽车钢的强塑积虽然达到了50GPa%,但由于合金含量高、工艺复杂,生产成本居高不下,很难被市场接受。
近日,中国一拖拖研所西苑公司研制的拖拉机检测设备,首台出口哈萨克斯坦。这是拖研所西苑公司首次向国外出口农机检测设备,标志着该公司产品成功迈出走向国际市场第一步。
海马汽车的智能工厂就迎来了专业严苛的汽车媒体团队——“汽象自媒体联合会”各位老师的探秘之旅。
6月15日,沈阳市人民政府与恒大集团战略合作协议签约仪式在沈阳举行,辽宁省委副书记、省长唐一军,省委常委、沈阳市委书记张雷,副省长陈绿平,副省长崔枫林,沈阳市市长姜有为等省市领导;恒大集团董事局主席许家印,董事局副主席兼总裁夏海钧,董事局副主席兼恒大国能新能源汽车集团董事长蒋大龙,恒大国能新能源汽车集团总裁肖恩等出席活动。
“我国第一台重型拖拉机——‘红旗’八十号重型履带拖拉机,最近在鞍山市灵山农业机械厂诞生。”1958年6月16日,新华社发出这样一条消息。据人民日报刊登的消息《自制重型拖拉机成功》,“红旗”八十号重型履带拖拉机发动机的功率是八十马力,牵引力达九千公斤,能在工业和农业中广泛运用。
日前,卡特彼勒青州试验基地启用仪式于卡特彼勒青州工厂成功举办。 作为卡特彼勒全球四大试验基地之一,卡特彼勒青州试验基地占地34英亩,主要为土方设备事业部在中国生产的卡特产品和山工机械品牌提供设备开发、测试、验证、培训和演示。
6月12日,由中国汽车工业协会主办的中国汽车行业社会责任发展论坛暨《2018-2019中国汽车行业社会责任发展报告》发布会在京举行。来自中国汽车工业协会、瑞典企业社会责任中心、欧洲企业社会责任协会、汽车行业内外有关单位专家和代表百余人参加会议。中国汽车工业协会副秘书长叶盛基主持会议。
工业机器人是先进制造业中不可替代的重要装备和手段,像发那科、库卡、ABB、安川电机这样的世界工业机器人巨头,在业界可谓如雷贯耳。昨日,在新津举行的“智造成都 智慧天府”天府智能制造产业园协同发展推介会上,一个重磅消息传出:发那科落户成都了!
日本三菱重工(TOKYO:7011)和加拿大庞巴迪公司(TSX: BBD.B)日前宣布已达成协议,三菱重工将以5.5亿美元现金收购庞巴迪CRJ支线客机项目,并承担该项目约2亿美元的负债。与此同时,庞巴迪公司基于支线客机项目证券化而持有的约1.8亿美元净收益将转移给三菱重工。
据国外媒体报道,中国电动汽车制造商比亚迪股份有限公司周二表示,已在加拿大开设了首家工厂,最初将专注于为多伦多公交委员会生产电动公交车。
7月11日,浙江万里扬股份有限公司新能源事业部(以下简称“新能源事业部”)首款EV减速器成功下线,标志着万里扬EV产品正式批量进入新能源汽车领域。
汽车行业经过高速发展之后,又迎来了新一轮的大变革。随着新四化的快速发展,面对工业4.0时代的“智”造升级需求,未来汽车将会如何开发,黑科技与新材料的出现又将会碰撞出哪些创新产物?本届AMTS 2019,已于7月3-6日在上海新国际博览中心举办。盖世汽车通过总结本次部分参展企业展示的技术亮点,再次看到自动化与智能化已成为汽车工业制造行业发展的大趋势。
蒂森克虏伯,一家德国公司。不仅是世界钢铁大王,而且产品范围还涉及到汽车,机器制造,工程设计等多个门类。
德国经济在西方发达国家一枝独秀,一个十分重要的原因就是德国高度重视制造业的发展。德国制造的产品在全球享有盛誉。近年来,德国提出的工业4.0受到中国政府和制造企业广泛关注。
日前,“G往开来,为AI出行”——长城汽车GTO全域智慧生态战略在保定哈弗技术中心正式发布。围绕汽车-出行-生活的体验服务,长城汽车宣布将告别传统功能车时代,并联合腾讯、阿里、百度、中国电信、中国联通、中国移动、华为和高通8家战略伙伴共建全域智慧生态,携手打造基于5G+AI技术、以体验驱动、带给用户全生命周期体验与服务的出行机器人,构建长城汽车全域在线(GTO:GreatWall Totally Online)智慧生态,开创出行机器人新时代。
7月23日,北京汽车集团有限公司(简称“北汽集团”)宣布,为加强双方长期战略合作,投资戴姆勒股份公司(简称“戴姆勒”),目前持有戴姆勒股份公司5%股份。本次交易包含2.48%的直接持股以及获得额外等同于2.52%股份投票权的权利。分析人士认为,此番交叉持股让北汽集团和戴姆勒进一步形成深度利益捆绑,未来双方合作将更加紧密。
近日,美国一位物理学家为了满足儿子的愿望,运用3D打印技术给他打造了一台专属的兰博基尼!据悉这对父子用3D打印的技术打印了车身的面板、尾灯、前大灯,甚至用各种塑料打印了通风口,然而这辆车也不完全由3D打印的部件组成,汽车的引擎便是从2003年雪佛兰Corvette上面拆下了一个V8引擎,并给它升级成一对涡轮增压器。
麦格纳、北汽集团与镇江政府昨天在镇江举行了制造合资公司框架协议的签约仪式,标志着各方合作迈向了又一个新的里程碑。两家公司的高管与镇江政府主要负责人一同出席了庆祝仪式。相关交易待监管部门审批并完成其余成交条件,预计将于2019年第四季度完成。
2018年,我国的模具钢产量约为236.2万吨。其中,汽车行业消费模具钢约占市场总量的35%;家用电器行业消费模具钢约占市场总量的20%;电脑、手机、电子设备等电子通讯行业用模具钢约占市场的20%;塑料门窗、PVC水管等建材模具年需消耗模具钢约占市场容量的15%;此外,电机、仪器、仪表等机电行业以及国防军工行业也占据一定的市场份额。作为工业生产的基础工艺装备,模具为机械、汽车、轻工、电子、化工、冶金、建材等行业提供了强大的支撑保障服务。
全球500强金属贸易企业总结:中日均为四家,但日本的利润率达到中国的10倍!
上半年,钢铁行业运行总体平稳,但存在产量大幅增长、进口铁矿石价格急剧上升、行业利润明显下滑等情况,需要引起高度关注。
中证网讯(记者 杨洁)双环传动(002472)8月2日早间公告,公司拟通过现金支付方式收购VVPKG所持的STP集团的81%股权。本次收购事项尚未签订正式的收购协议,签署正式协议尚需各方就交易条件达成一致意见并履行相应的决策和审批程序。 公告介绍,交易对方VVPKG位于德国,由自然人股东Müller家族成员和Quentin Pratley直接或间接持有100%股权。
我国拥有全球规模最大、链条和配套最完善的制造业体系,制造业也是我国最具国际竞争优势的经济部门,是改革开放以来推动中国经济高速发展最重要的力量。随着我国工业化水平的不断提高,制造业传统要素条件和优势亦随之发生变化,同时还面临更加复杂的全球竞争形势,以及融入新一轮科技革命和产业变革下国际分工新格局的挑战。对此,我国制造业必须加快转型升级,不断提高发展质量,在巩固传统竞争优势的同时培育新的竞争优势。
长期以来,钢一直是汽车的首选材料,占汽车重量的平均约60%。但随着各大汽车厂家满足日趋严格的减排标准,瞄准减重及提高燃油效率,铝合金以及塑料等非钢材料在汽车上的占比不断上升,钢因此持续受到这些替代材料的威胁。国外研究公司Ducker Worldwide对市场上各类型汽车的最新调查显示,铝金属所占车重比已升至12%,且有继续上升的势头。面对铝金属的挑战,钢铁生产厂家与汽车厂家密切合作,研发轻质、高强钢,努力维持钢在汽车市场的主导地位。
一盏马灯,照耀东风五十年!
8月23日,新华社民族品牌工程“黔系列”品牌推介会在贵阳举行。贵州省政府副秘书长汤向前等有关领导,新华社新闻信息中心、中国经济信息社、多彩贵州网等多家省内外媒体记者出席会议。在“2019贵州100强品牌榜”发布仪式上,航空工业安大产品品牌——安大航空锻件、航空工业航标产品品牌——中航标,成功入选贵州品牌百强榜。
中国汽车市场出现连续12个月销量下滑,因国五降价清库终于在6月份迎来销量同比增长,随即也因提前的消费透支导致7月继续下滑。乘联会数据显示,中国1-7月乘用车累计销量达1144.0万辆,同比下降8.8%。汽车行业躺着赚钱的日子一去不复返,部分合资和自主品牌生存出现困难。 重庆是“中国汽车城”之一,聚集了众多自主、合资品牌及汽车零部件配套产业,但销量下滑和品牌衰落,导致汽车产业重挫。日前,重庆两江新区发布“困难企业稳岗返还”补贴名单,长安福特汽车有限公司、上汽依维柯红岩、延锋安道拓、延锋汽车饰件等30多家汽车公司成为困难企业,其中长安福特获补贴1.4亿。
8月29日,中国铝业集团有限公司与重庆市政府在渝签订合作协议,共同推进建设具有全球竞争力的高端制造产业平台,全力推动重庆建设成世界一流轻量化研发之都、轻量化应用示范之都、轻量化材料全产业链之都、军民融合发展之都。重庆市委书记陈敏尔,重庆市委副书记、市长唐良智会见了中铝集团党组书记、董事长葛红林,党组副书记、总经理余德辉一行,并共同见证签约仪式。
自从长城汽车宣布要制造高端皮卡以来,就备受社会各界的关注。虽然长城汽车的皮卡在全世界拥有非常广泛的影响力,累计销量已经超过了160万辆,在全球许多国家都有销售。但是提到高端皮卡,首先想到的却是美国的福特猛禽,丰田坦途。不过,长城并非没有实力制造高端皮卡。而是受限于中国国内的政策和消费文化,高端皮卡没有市场。然而随着最近几年皮卡解禁,皮卡的乘用化逐渐成为发展方向。因此长城汽车推出了“炮”高端皮卡。
近日,从“2019年陕西省庆祝‘五一’国际劳动节暨表彰大会”上传来喜讯,航空工业宏远小型锻造厂1T模锻班组荣获陕西省“工人先锋号”。
虽然建成的时间不长,只有短短三年,但是上汽集团郑州工厂目前的年产能已经达到了30万辆整车。据了解,今年年底前二期工厂即将投用。 其实在上汽集团郑州工厂之前,除了宇通之外,郑州已经有两个汽车生产制造厂,一个是郑州日产,另外一个就是郑州海马。但是这两个汽车工厂无论是由于市场因素也好、自身原因也罢,目前这两个汽车制造厂目前的现状并不乐观。反倒是上汽集团郑州工厂,后来者居上,已经成为郑州制造的一张名片。
许多日本的企业都有这样的特点:规模不大,却有着悠久的历史和顶尖的技术。他们既是日本经济的支柱之一,也是行业内的“隐形冠军”,比如我们接下来要介绍的高精度机床生产商日本安田工业株式会社。
11月15日,新加坡环球铝业、印度尼西亚MKU、马来西亚齐力铝业在印度尼西亚廖内群岛省政府签署了关于印尼宾坦氧化铝有限公司(BAI,中国南山铝业海外子公司)《股份认购协议》及《股东协议》。齐力铝业将对BAI公司进行增资,共同开展未来氧化铝项目建设。山东省常务副省长王书坚、廖内群岛省代省长伊思迪安托、山东省国资委主任张斌、烟台市常务副市长王中、南山集团董事长宋建波、南山铝业董事长程仁策、MKU董事长张国灯、齐力铝业董事长管保强等出席签约仪式。
2019年10月18日至20日,“第十六届全国塑性工程学术年会暨第八届全球华人塑性技术研讨会”在山西省太原市召开,本次会议的主题是“智能制造促进塑性技术发展”。
首个量产车型铝板模具交付,标志着东风模冲的产品从薄钢板模具向铝板模具转型升级迈出了实质性的一步。之前国内主机厂主要引进日、韩等进口铝板模具产品,东风模冲具备铝板模具供货能力后,可为主机厂降低50%以上的采购成本。截至2019年11月,模具分公司已经累计承接8个车型32个铝车身部品模具项目。
近年来,随着装备制造业的迅速发展,中国重型机床可谓是硕果累累,成功研制出多个世界最大的数控机床,一件件堪称国宝级的“中国制造”享誉全球。
随着新能源汽车的大行其道,但凡是对汽车有所了解的人都清楚,新能源汽车是节能环保的大趋势,但其实,除却新能源化外,汽车的轻量化也是不可或缺的。 轻量化这一概念最先起源于赛车运动,它的优势其实不难理解,重量轻了,可以带来更好的操控性,发动机输出的动力能够产生更高的加速度。由于车辆轻,起步时加速性能更好。
近日,中国企业综合调查(CEGS)报告(2015-2018)正式发布,调查历时4年,涉及中、东、西和东北地区1978家大中小型企业,从创新情况、营商环境、机器人换人等多个维度,为转型升级中的中国制造业进行了“素描”。
新型冠状病毒抗疫 汽车行业在行动
国家统计局:2019年年末全国民用汽车保有量26150万辆
铝业巨头中国忠旺控股有限公司(下称中国忠旺,01333.HK)将剥离电解铝业务。
路透社报道,日本钢铁联合会主席北野嘉久27日称,考虑到新冠肺炎疫情导致的需求疲软与库存囤积,中国钢铁企业应该削减产能。
2020年伊始,突如其来的新冠肺炎疫情,对我国各行各业都是严峻的考验,站在中国机床工具工业视角思考,笔者认为,此次疫情必将加速中国机床制造业已发生的巨大转变。
全球最大的汽车生产商大众汽车(Volkswagen)已经关闭了几乎所有工厂,并且在中国以外没有任何销售。(大众汽车的萨尔茨吉特工厂图片由大众汽车提供)
55年来,西南铝业(集团)有限责任公司已成为我国航空航天国防军工材料研发保障、高精铝材研发生产和出口核心基地。西南铝持续推进装备升级,自主创新能力建设,加快拓展民用航空领域铝合金市场,先后成为波音、空客、安东诺夫、商飞等航空企业供应商,以绝对实力成为国内航空铝材供应领域领跑者。
泡沫铝又名发泡铝,是在纯铝或铝合金中加入添加剂后,经过发泡工艺而成,同时兼有金属和气泡特征,是一种全新型战略功能结构材料,具有密度小、高吸收冲击能力强、耐高温耐候性强、有过滤能力、易加工安装、成形精度高等优势,还可进行表面涂装。
6月9日,魏桥创业集团与德国舒尔茨集团在惠民县签署合作意向协议。根据协议,双方将深入推进惠民中德再生循环产业园合作项目,在再生铝、报废汽车及白色家电回收、电池回收等领域共同研发及生产,以期打造世界一流再生循环产业园。
就在北京新发地农贸市场疫情引发全国关注的同时,在遥远的大西洋彼岸,也有两家从事禽肉生产的企业因为疫情而备受关注。
注册160亿!三大央企巨头在南京干了件大事!
又一百年巨头撑不住了,突然宣布:退出!
智慧专业化:英国超低碳汽车发展战略及其政策启示
沃尔沃国产车型停止出口欧美,将专供国内市场
今年可谓是多灾多难呀,不过在这样的环境下只会让国人更加奋力向前,就在最近就放出大消息,第55颗北斗卫星已经整装完毕,计划在6月份送上外空,实现更全面地部署,届时在定位的精准度等方面超越GPS系统,这次,中国可以更加挺起腰杆了。
中国制造业目前已取得了举世瞩目的成就,从落后挨打,到现在巨龙腾飞,中国制造人付出了巨大心血和努力。然而不可否认的是,中国目前许多产品仍然高度依赖进口,中国制造在这些领域的研发和生产依然存在难以攻破的技术难关。这其中有关乎中国工业命脉的核心产品,也有和我们生活息息相关的工业零部件,今天小编就来为大家盘点中国严重依赖进口的20项产品!
盖世汽车讯 据外媒报道,在最新无线更新2020.28.5版软件中,特斯拉开始广泛推出一项名为“通风口面向乘客”(Passenger Face Vent)的新功能,以提升车辆的能源效率、增加车辆续航。
近日,有网友在社交网络上爆料称,特斯拉费利蒙工厂为Model Y准备的压铸机(casting machine)已安装好,并@了马斯克。 马斯克表示,将会非常兴奋地看到特斯拉Fremont 工厂的压铸设备开始运转,这是世界上最大的压铸机,可以让车身后部一体成型,包括防撞梁。
随着科技的发展,集成电路芯片尤其是CPU作为电子科技的核心,这些电子产品如今我们都不能少,它们让我们可以畅游在智能的世界里。其实,很多高新科技的成功运用,在很大程度上离不开芯片。在一定程度上来讲,芯片的存在让许多高新科技应用到现实生活中成为可能。那么,放眼全球芯片市场,哪些国家的企业表现强劲呢?
“在经济下行的情况下,我们认为,新能源加新能源汽车是继房地产后,中国最大的新兴的一个产业。”
采用中铝萨帕搅拌摩擦焊接大部 中铝萨帕生产船舶用搅拌摩擦焊大部件遥 件制造的重庆地铁环线车体。
第二十届中国国际模具技术和设备展览会于10月10日在上海虹桥·国家会展中心开幕。面对疫情,面对传统制造提质增效降本的行业需求,本届展会以“强链·固链·协同发展”为主题,打造 “精益制造装备与自动化与智能制造技术”、 “材料与耗材有效利用”、“智能设计与一体化成形模具与技术”的展示与采购交互平台。
美国《轮胎商业》(Tire Business)发布《2020全球轮胎报告》(Tire Business' Annual Global Tire Report 2020),统计出“2020年度全球轮胎企业75强排行榜”(2020 Global Tire Company Rankings-Top 75)。该榜单按企业2019年与轮胎制造有关联的销售额排名,米其林跃居首位,普利司通退居第二位,固特异和大陆名列第三、四位。
近日,国内首条中低速磁浮旅游专线——清远磁浮旅游专列进入试运行阶段。 清远磁浮列车是中车唐山公司自主创新研制的新一代中低速磁浮列车,设计时速120公里,达到中低速磁浮交通运营线的最高速度等级。中车研发团队通过对悬浮架结构、控制系统、牵引效率、车身材料、噪音控制等方面进行全面创新、优化,圆满完成该列车的整车静态调试,开始运行试验。而全球铝业龙头忠旺集团作为该车车体铝挤压材的独家供应商,通过制定详细的铝材减重方案,使整车铝挤压材重量小于理论重量,为车体提速奠定基础。
在新发展格局下国家对汽车产业的期许 ——李万里
一条先进的汽车覆盖件自动化冲压生产线是怎样的
国务院办公厅近日印发《新能源汽车产业发展规划(2021—2035年)》,要求深入实施发展新能源汽车国家战略,推动我国新能源汽车产业高质量可持续发展,加快建设汽车强国。你关注新能源汽车吗?未来的新能源汽车是怎样的?充电会更方便吗?
宝马发动机生产组装全过程
11月2日,国务院办公厅正式发布的《新能源汽车产业发展规划(2021-2035年)》提出,要突破整车轻量化等共性节能技术。近日发布的《节能与新能源汽车技术路线图2.0》(以下简称《路线图2.0》)也明确了我国今后汽车轻量化的发展方向。
大型工件的加工代表了一个国家的机械制造业的水平,加工设备更是视作国家的核心技术。我们看多了德国的机加工设备,往往不知道,西班牙也是全球排名靠前的机床生产国和出口国。
无论是车迷还是业内人士,在关注汽车行业时,往往新车占据了绝大部分的信息量,而对于新技术我们却知之甚少。今天我们就来盘点近年来兴起的新技术,这些大多已经实现,也有一些即将实现,而这些技术更加贴近我们的生活,方便我们的出行。以下将分为体验科技类、安全科技、新能源科技三大类,为大家科普以下。
12月23日,懂车帝从上汽大众官方独家获悉,上汽集团、奥迪、中国一汽三方共同宣布就未来奥迪品牌销售与服务合作达成共识。
公司承担的国家重大科技专项项目 通过综合绩效评价 项目攻克了管件热气胀等核心技术 建成了国内首条 超高强度钢管热气胀成形生产线
2019年,自动驾驶“幻灭论”甚嚣尘上,不少从业者直指迅速发展的行业固然令人向往,但仍存难题几筐。 2020年,新冠疫情又全面袭来,全球经济停摆的同时,自动驾驶的正常测试亦陷入停滞。
1月5日晚,广汽集团发布公告,广州汽车集团股份有限公司与珠江投资管理集团有限公司、广东元知科技集团有限公司在穗举行战略合作暨智能汽车等项目签约活动,广汽集团通过其子公司广汽埃安增资约4.82亿元,广东珠投智能作为战略投资者增资约19.23亿元,共计投资24.05亿元。整合后,广汽集团及其全资子公司广汽埃安合计持有广汽蔚来25%股权。



