



冲压模具技术的未来发展应该以模具产品“交货快”、“高精度”、“高质量”、“低价格”作为要求标准。怎样能达到这一点呢?要想达到这一系列的标准要求就必须及时的发展一下这几项,请见详文.
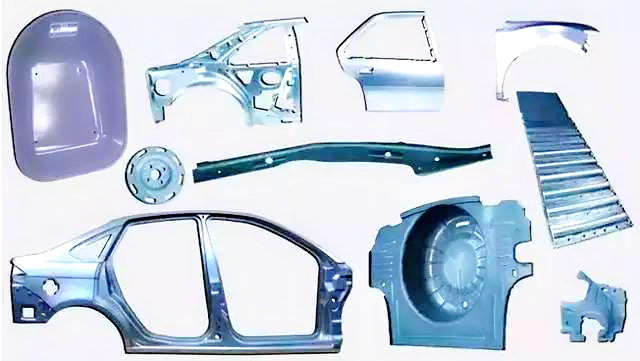
冲压主要应用于大批量的零件成型的生产。因此冲压模具就成了冲压生产过程中不可缺少的一项装备,是技术密集型产品。我国汽车模具在近十年尤其是在2005年后的10多年时间里,汽车模具制造企业数量增加很多,行业固定资产得到快速投资。
模具的设计和制造都直接关系到冲压件的质量、冲压件的生产效率还有冲压件的生产成本。换句话说,模具的设计水平与制造技术水平的高低也被看作一个十分重要的衡量标准,那就是衡量这个国家的产品制造水平的如何,因此在非常大的大程度上对产品的质量、效益以及新产品的开发和开发能力都起着决定性的作用。
如果在冲压进行生产的过程中,模具一旦出现了问题,那将会直接影响到产品的生产效率和成产成本的。所以冲压模具的设计是十分重要的,设计的好与不好更是直接影响了生产,影响了成本,甚至影响了利益。

在现代工业生产中,模具是重要的工艺设备之一。模具在各行各业都占据着重要的位置,尤其是在冲压过程和塑形成型成型加工过程之中。综合看来,在我国的各行各业中,冲压模具就占去了50%,足可以看出它的重要性。在我国改革开放以来,随着我国经济的快速发展,我国市场对模具的需求量也是不断的增长,模具产业也迅速发展起来。要想保证模具的使用寿命就要进行合理的选取模具材料以及对热处理工艺要进行正确的实施。选择正确的钢种以及热处理工艺要对应着模具的不同用途,除此之外还应该根据其工作状态、受力条件及被加工材料的性能、生产批量及生产率等综合因素,并且应该侧重以上叙述的各项要求的各项性能。
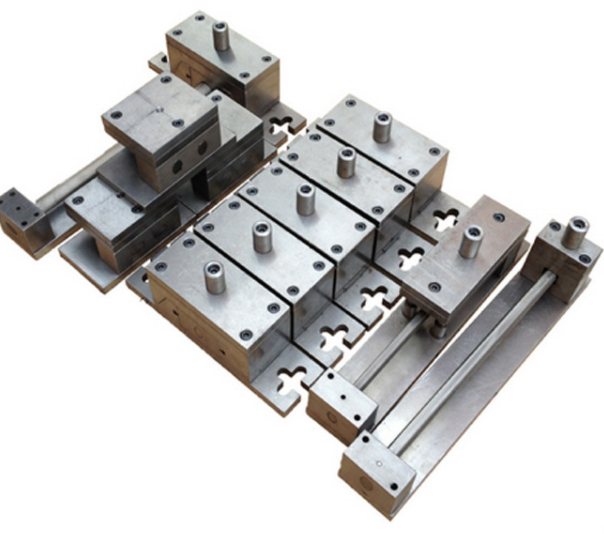
根据模具在组成结构起到的作用,模具的结构组成主要是工艺零件,还有结构零工艺零件是直接参与工艺过程,并直到其完成。还直接与坯料接触。工艺零件主要包含定位零件、工作零件、卸料零件与压料零件。然而结构零件就与工艺零件截然不同,它不直接参与工艺过程,也不会和坯料有直接的接触,只是对工艺过程的完成有一个保证的作用,或者是完善模具的功能。结构零件主要包含紧固零件、导向零件、标准件以及其他的一些零件。但是应该说明的是,并不是所有的冲压模具都必须包含这六种零件的。
在设计冲压模具的结构的时候第一要考虑到的就是安全,绝对不能因为冲压模具的结构设计出现错误而引起事故。即使是冲压模具的实际操作人员也绝对不允许将自己置于危险境界中。在冲压模具结构的设计过程中,一定保证设计操作人员的安全感。在加工时,模具也应该具有一定承受强度。
大力推广模具的CAD/CAM/CAE技术
模具的CAD/CAM/CAE技术可以称作是模具设计未来的发展趋势。随着微机软件的不断发展与不断进步,已达到了基本成熟的条件让模具CAD/CAM/CAE技术得到普及,各个模具产业以及企业也会加大对CAD/CAM技术的培训以及其技术的服务的发展力度;更大范围的扩大CAE技术的应用。
加快铣削加工的速度
近些年来国外高速发展的铣削加工产业,很大程度上使加工的效率得以提高,不但如此还可以使表面的光洁度达到极高的程度。除此之外还有,高硬度模块的加工也具有低温升、较小的热变形等优点。铣削加工技术的高速发展,对汽车产业、大中型家电行业型腔模具的制造注也加入了新鲜的动力。就当前的发展程度来看它已经向敏捷化、智能化、集成化的更高方向发展。
模具扫描及数字化
高速的扫描机和模具的扫描系统提供了从模型或实物扫描到加工出期望的模型所需的诸多功能,大大缩短了模具的在研制制造周期。有些快速扫描系统,可快速安装在已有的数控铣床及加工中心上,实现快速数据采集、自动生成各种不同数控系统的加工程序、不同格式的CAD数据,用于模具制造业的“逆向工程”。模具扫描系统已在汽车、摩托车、家电等行业得到成功应用,相信在“十五”期间将发挥更大的作用。
电火花铣削加工
电火花铣削加工技术也称为电火花创成加工技术,这是一种替代传统的用成型电极加工型腔的新技术,它是有高速旋转的简单的管状电极作三维或二维轮廓加工,因此不再需要制造复杂的成型电极,这显然是电火花成形加工领域的重大发展。国外已有使用这种技术的机床在模具加工中应用。预计这一技术将得到发展。

提高冲压模具的标准化程度
我国的冲压模具的标准化程度还处在于不断提高的阶段,虽然在当前我国的冲压模具标准件的使用覆盖率已经达到30%左右,但是相对于其他国家尤其是发达国家还是差很大的距离,目前国外的发达国家的冲压模具是有那个覆盖率一般都可以达到80%左右。
选用材料优质及处理表面技术先进
选用优质的材料和应用相对应的先进的表面处理技术用来提高冲压模具的寿命是十分必要,例如选用优质的钢材料。发挥冲压模具钢材料性能的关键就在于能否使冲压模具的热处理和表面处理更加。冲压模具热处理的未来发展趋势就是运用真空热处理的技术。不单单要发展冲压模具的表面处理技术还要发展工艺先进的气相沉积(TiN、TiC等)、离子喷涂等先进技术。
冲压模具的研磨抛光实现自动化、智能化
冲压模具表面的质量可以说对冲压模具的使用寿命、冲压制件外观的质量等各个方面都有较大的影响,研究并发明出自动化、智能化的研磨方法和抛光方法替换了现在手工操作的方法,从而可以提高冲压模具表面的质量,这也是冲压模具未来一个重要的发展方向。
发展模具自动化加工的系统
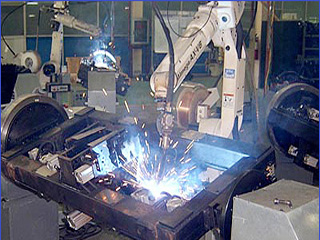
发展冲压模具的自动化加工可以说是我国模具产业长远的发展目标。冲压模具的自动加工系统主要是采用多台机床进行的合理组合来工作的;并配备了随行定位的夹具或者是定位盘;冲压模具的机具、刀具数控库也是相当完整的;数控柔性同步系统也是很完整的;对质量方面也设置了相当完善的监测控制系统。
国内汽车冲压制造企业,积极吸取国际知名汽车模具企业(如丰田、通用、福特等)的先进经验,企业创建之初就开始运用三维软件进行设计,一方面方便了设计时的直观干涉检查,另一方面可进行一些运动分析。
高端汽车冲压模具制造,从设计方面更需要模具的参数化设计,积极有效地结合软件模板技术实现二次开发,形成企业固定的、标准化的设计参数、设计模版,实现参数全关联并运用参数全驱动。即通过模具部件或者零件参数的变更,快速驱动CAE结果的变化、模具工艺的变更、模具结构的优化等。
大型汽车覆盖件模具制造所需的大型数控设备尤其大型龙门五轴联动设备,目前70%以上均需要依赖进口。创新发展高品质的大型覆盖件高端模具,务必发展数控加工设备以及检测设备的开发能力,重点去研究开发4-5米的动梁式超重型龙门加工中心、大型三坐标、五轴联动数控龙门加工中心,以及特别注重数控机床关键核心部件的研发,如高速精密电主轴、刀库机械手、数控回转工作台、高速防护装置、数控动力刀架和双摆角铣头等。同时还得注重数控机床数控系统的研发。
鉴于汽车的轻量化以及安全性、抗冲击性能的持续高要求,对于高强度汽车机构钢板零件的需求日益明显。高强度汽车结构钢板随着强度的提高,其冲压成形性能降低,尤其是当强度超过1000MPa时,特别是一些形状复杂的零件,常规的冷冲压工艺几乎无法成形。超高强度汽车钢板在室温下一方面由于强度高,其塑性变形范围很窄,所需的冲压力大,冲压时容易开裂;另一方面,其冲压成形后零件的回弹增加,导致零件尺寸和形状稳定性变差。为此,发展高端汽车模具制造技术,务必要去解决高强度钢板零件的冲压热成形。
汽车零件热冲压成形技术是一项专门用于成形高强度钢板冲压件的新技术,可以成形强度高达1500MPa的冲压件,且在高温下成形几乎没有回弹,具有成形精度高、成形性能好等优点。目前,欧、美、日等各大汽车生产厂商已成功地将高强度钢板热成形技术广泛应用汽车构件的生产中,有效地提高了市场竞争力。其非常适合车门防撞杆、保险杠加强梁、A、B、C柱、门框加强梁等汽车零件的技术革新。
汽车零件热冲压成形技术核心包括连续加热炉的均匀性以及气体保护措施、板料在设定的冷却速率下均匀冷却成形的带冷却系统的模具技术、有效的温控系统等。冷却系统的设计既要满足快速冷却零件,以保证零件的强度;还要通过该冷却系统迅速带走每次热冲压后模具残留热量,以确保每次冲压前模具初始条件相同,从而稳定冲压质量及产品质量。另外发展高强度钢板热成形CAE技术,也是发展高端汽车模具制造的必须。
为了生产效率的不断提高,更加提升自动化水平,同时为了满足零件冲压工艺及经济性的需求,汽车中小零件往往都积极开发多工位级进模。多工位级进模可以完成零件多道冲压工序,包括冲裁,弯曲,拉深和成形等,具有局部分离与连续成形结合。其模具务必具有高精度的导向和准确的定距系统,同时配配备有自动送料、自动出件、安全检测等装置,但模具结构复杂,镶块很多,模具制造精度要求很高,制造和装调难度很大,是技术密集型汽车模具的重要代表,是高端汽车模具的一重要课题。
发表日期:2019-04-04 兰格钢铁研究中心 葛昕
这是一篇深度分析国内制造业的好文章,说透了中国工业化过程中的核心问题和一些关键性问题,涉及技术、人才、制度、政策等诸多领域,也点中了中国工业化的软肋和痛处,在这个浮躁的社会里,要解决这些问题实属不易,作者也提出了解决路径和方法。
据中国汽车流通协会汽车市场研究分会(乘联会)最新综合销量数据统计显示,5月份国内狭义乘用车市场销量达158.2万辆,同比下降12.5%,环比增长4.8%,1-5月累计销量达818.7万辆,同比下降11.9%。
随着中美贸易战的愈演愈烈,全球汽车行业呈整体下滑态势,那么我们的对手——世界唯一超级大国的美利坚合众国的制造业,特别是举足轻重的汽车零部件业务发展情况对我们颇具参考价值。 因此,《汽车制造中文版》根据美国汽车零部件公司2018财年销售收入进行排名,并对前15强企业进行逐一简评,以飨读者。文中还公布了各大公司的营业利润率或者息税摊销折旧前利润率,供国内同行参考。
2016年9月,武钢集团整体划入宝钢集团,后者更名为中国宝武钢铁集团有限公司,新诞生的宝武钢铁集团2015年粗钢总产量达到6070万吨,成为世界第二大钢铁厂。 而排在第一位的是安赛乐米塔尔钢铁集团。该集团是全球最优秀的钢铁制造商,它分别在19个国家拥有钢铁厂,年产粗钢可达1.14亿吨。
根据《工业和信息化部办公厅关于开展专精特新“小巨人”企业培育工作的通知》(工信厅企业函〔2018〕381号)要求,经地方推荐、专家评审及社会公示等程序,工信部确定北京臻迪科技股份有限公司、瑞普(天津)生物药业有限公司、唐山贺祥机电股份有限公司等248家企业为第一批专精特新“小巨人”企业(名单见附件),现予公布。
2019年7月4日,第十五届“中国机械工业百强企业、汽车工业三十强企业信息发布会”在黑龙江省哈尔滨市召开。会上,中国机械工业联合会执行副会长陈斌代表主办方正式发布了2018年中国机械工业百强企业、汽车工业三十强企业名单。
辛国斌介绍,上半年我国工业经济形势亮点纷呈,总体平稳,符合预期。“上半年主要工业运行指标表现平稳,好于预期。规模以上工业增加值增速为6%,处于全年预期目标5.5%到6%的上限。41个工业大类行业中,有39个行业生产保持增长,半数以上行业增长加快,其中制造业增加值同比增长6.4%。”
意大利北部重要大区:皮埃蒙特大区,首府为世界汽车设计圣地:都灵,是当年菲亚特汽车集团、今天与克莱斯勒合并后的FCA集团的诞生地,更是意大利汽车工业和欧洲汽车及移动技术的核心地。
论规模,中国钢企真的可以笑傲天下,就粗钢产量排名,2018年前30大钢企中国占据了15家,前10大钢企中国更是占据了6家,此为“大”。但“大而不强”一直是国内钢企被人诟病的地方。
航空发动机的历史大致可分为两个时期。第一个时期从首次动力开始到第二次世界大战结束。在这个时期,活塞式发动机统治了40年左右。第二个时期从第二次世界大战至今。60多年来,航空燃气涡轮发动机取代了活塞式发动机,开创了喷气时代。
实现高品质模具的自产化——比亚迪的意图很清晰。负责人回顾称,当时的比亚迪为了摆脱山寨企业的形象,需要技术实力。收购之后的1年内,馆林工厂停止向比亚迪以外的企业供货。工厂内也很冷清。 当时,中日的技术差距一目了然。“车身坑坑洼洼,让人怀疑这车能不能卖出去”,OGIHARA的相关人士到中国的比亚迪考察的时候,称比亚迪仍未达到世界通用品质。车身的模具加工如果不以1微米(微米为100万分之1米)为单位,将直接导致外观不良。中国企业开始竞相追求日本的技术。
东风汽车集团商用车制造下的东风锻造有限公司,向西马克集团订购了一台打击力5000吨的MP5000型热模锻压力机,位于中国湖北省十堰市的东风锻造成立于1969年,目前运行着总计26条锻造生产线,西马克集团向东风锻造提供的多条生产线中包括12,000吨的楔式热锻压机。
随着近年来新能源汽车对于零部件需求的改变加深,汽车设计、制造流程的不断创新,信息化及大数据对汽车的影响扩大,汽车零部件企业的发展也进入了机会和挑战并存的转型期。
11月13日,笔者获悉,阳信金港铝业年生产能力2万吨各种铝合金型材的四条挤压生产线全部投入生产,以助力阳信新产业崛起。
近日《美国汽车新闻》(Automotive News)根据各厂商2018年汽车配套营收,发布2019年度全球汽车零部件配套供应商百强榜(Top 100 global OEM parts suppliers)。博世、电装、麦格纳蝉联前三位。前十大供应商没有发生变化,只是第九和第十的两家法国供应商交换了位置。美国企业在百强中数量最多为23家,其次是日本22家和德国19家。上榜的100家企业营收都超过10亿美元,26家企业的营收超过100亿美元。
从库存系数来看,消费者持币等待国六车型上市导致四五月份销量下滑严重,经销 商库存系数在 4 月份一度达到 2.0,随着下半年的销量降幅逐步收窄,10 月份库存 系数回升至 1.39,但 10 月份分经销商库存预警指数仍处于较高位置,销量持续承 压。
受疫情影响,今年铝行情可以用暴跌来形容,据国家统计局数据,2020年1-3月原铝产量884.3万吨,同比增长2.7%;氧化铝产量1693.0万吨,同比下降7.2%;铝材产量1052.4万吨,同比下降6.3%。
新冠疫情波及全球,对世界经济增长造成了巨大影响。2020年一季度,我国GDP同比下降6.8%,挑战前所未有。建筑模架行业也深受疫情冲击,据中国模板脚手架协会在疫情期间的调研统计,24%的模架企业受到了显著影响,74%的经营受到不同程度的影响。
55年来,西南铝业(集团)有限责任公司已成为我国航空航天国防军工材料研发保障、高精铝材研发生产和出口核心基地。西南铝持续推进装备升级,自主创新能力建设,加快拓展民用航空领域铝合金市场,先后成为波音、空客、安东诺夫、商飞等航空企业供应商,以绝对实力成为国内航空铝材供应领域领跑者。
2020年6月9日,由南南铝集团研发制造的燃油车用5.5T铝合金车厢顺利量产下线,月均产量约2000余台,标志着我公司高端轻量化铝合金汽车大部件在传统汽车领域应用取得重大突破。
主机厂供应商名录——一汽-大众汽车有限公司
日本汽车的经营生产理念和另一大汽车生产国——德国有着本质的区别。 德国汽车公司大多由工程师管理,其汽车生产计划,各项汽车技术参数都由工程师说了算,而在日本的丰田公司,虽然工程师也同样很优秀,但是丰田公司会经常去做市场调研,通过搜集市场对于产品的需求制定相应的技术数据,当然不是说德国生产商就不去做市场调研,只是丰田更加重视,因为传统的福特大批量生产方式显然不能满足顾客的个性化需求。
高铁和动车有啥区别?十个人有九个想知道!



